





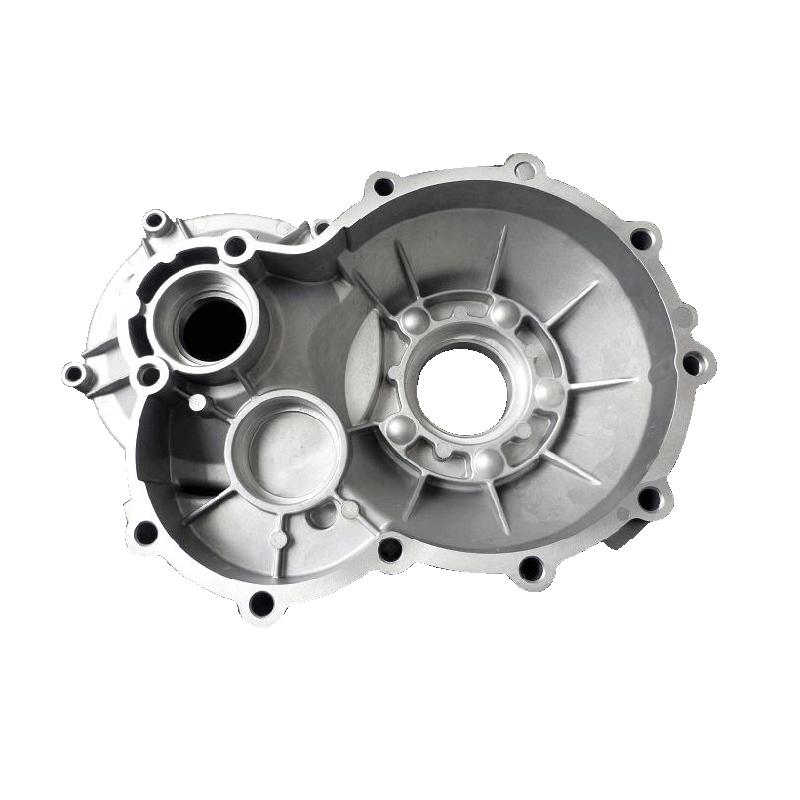
La precisione e la qualità sono essenziali per il buon funzionamento di vari sistemi meccanici. Un componente cruciale nel sistema di trasmissione è l'coperchio della scatola del cambio in fusione di alluminioIn questo blog esploreremo il complesso processo di produzione di componenti pressofusi in alluminio ad alta precisione, dalla fusione iniziale fino ai ritocchi finali.
Pressofusione ad alta pressione:
Per iniziare il processo, si utilizza la pressofusione ad alta pressione per modellare la lega di alluminio nel coperchio del cambio desiderato. Questo metodo prevede l'iniezione di alluminio fuso in uno stampo di acciaio ad alta pressione, garantendo una replica accurata del design dello stampo. Il risultato è una fusione robusta e precisa che presenta eccellenti proprietà meccaniche.
Rifilatura e sbavatura:
Dopo il processo di fusione, il coperchio del cambio viene sottoposto a rifilatura e sbavatura. La rifilatura consiste nella rimozione del materiale in eccesso lungo i bordi del getto per ottenere la forma e le dimensioni desiderate. La sbavatura, invece, consiste nell'eliminazione di eventuali bordi irregolari o bave che potrebbero essersi formate durante il processo di fusione. Questi due passaggi danno come risultato un coperchio del cambio pulito e rifinito, pronto per ulteriori finiture.
Granigliatura:
La granigliatura è una fase cruciale del processo di produzione, poiché elimina eventuali impurità residue dalla superficie del coperchio del cambio. Questo metodo prevede la proiezione di piccole particelle metalliche ad alta velocità sulla superficie, rimuovendo efficacemente qualsiasi sporco, incrostazione o ossidazione che potrebbe compromettere l'aspetto finale e la funzionalità del componente. La granigliatura garantisce una superficie liscia e incontaminata, pronta per la fase successiva.
Lucidatura superficiale:
Per migliorare l'estetica e la durata del coperchio del cambio, viene utilizzata la lucidatura superficiale. Questo processo prevede la molatura e la lucidatura della superficie con materiali e composti abrasivi. L'obiettivo è ottenere una finitura a specchio, migliorando l'aspetto estetico e la resistenza alla corrosione del componente. La lucidatura superficiale conferisce al coperchio del cambio un aspetto professionale e impeccabile.
Lavorazione CNC e maschiatura:
Per garantire che il coperchio del cambio si adatti perfettamente al sistema di trasmissione, vengono eseguite lavorazioni CNC e maschiatura. La lavorazione CNC comporta la rimozione di qualsiasi materiale in eccesso e la rifinitura delle dimensioni critiche per ottenere le specifiche desiderate. La maschiatura consiste nella creazione di filettature nella fusione che consentono una facile installazione e connessione con altri componenti. Queste fasi garantiscono la compatibilità e la funzionalità del coperchio del cambio.
La produzione diparti pressofuse in alluminio ad alta precisioneè un percorso meticoloso che combina diversi processi produttivi. Dalla fusione iniziale alle diverse fasi di finitura, come rifilatura, sbavatura, granigliatura, lucidatura superficiale, lavorazione CNC e maschiatura, ogni passaggio contribuisce alla creazione di un coperchio del cambio di alta qualità per sistemi di trasmissione. In definitiva, questi componenti svolgono un ruolo cruciale nel garantire il corretto funzionamento dei sistemi meccanici, esemplificando l'importanza dell'ingegneria di precisione nelle industrie moderne.
Data di pubblicazione: 14-08-2023




