





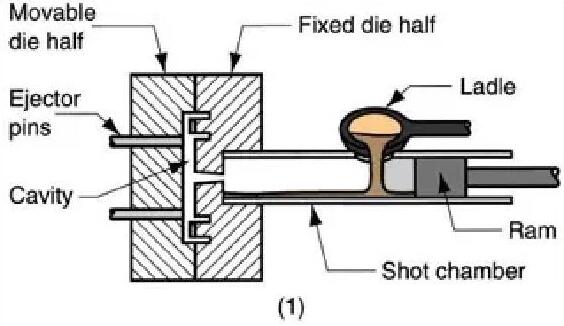
Il dissipatore di calore pressofuso di KINGRUN utilizza un processo di pressofusione a camera fredda che sfrutta una vasca di metallo fuso per alimentare lo stampo. Un pistone pneumatico o idraulico spinge il metallo fuso nello stampo.Dissipatori di calore pressofusi KINGRUNsono realizzati principalmente utilizzando leghe di alluminio A356, A380, ADC14).
Nel processo di produzione di un dissipatore di calore pressofuso, sono necessarie due metà di uno stampo. Una metà è chiamata "metà di copertura" e l'altra è chiamata "metà di espulsione". Una linea di separazione viene creata sul pezzo in cui le due metà dello stampo si incontrano. Lo stampo è progettato in modo che il getto finito scivoli via dalla metà di copertura dello stampo e rimanga nella metà di espulsione quando lo stampo viene aperto. La metà di espulsione contiene perni di espulsione per spingere il getto fuori dalla metà di espulsione. Per evitare danni al getto, una piastra per perni di espulsione spinge accuratamente tutti i perni fuori dalla matrice di espulsione contemporaneamente e con la stessa forza. La piastra per perni di espulsione ritrae anche i perni dopo l'espulsione del getto per preparare la fusione per la stampa successiva.
Campo di applicazione del dissipatore di calore
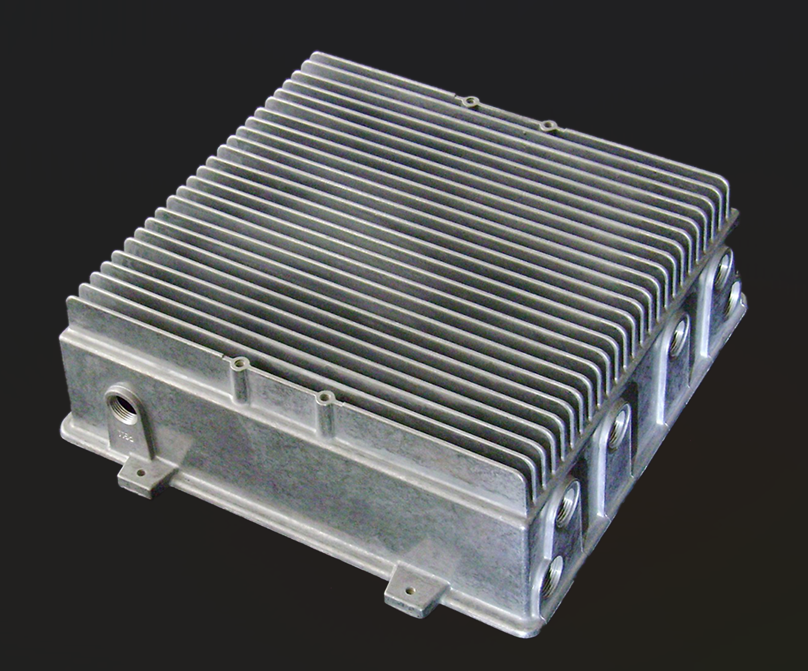
I dissipatori di calore pressofusi ad alta pressione rappresentano un'opzione conveniente per applicazioni ad alto volume che richiedono un peso contenuto e una qualità superficiale estetica superiore o geometrie complesse altrimenti non ottenibili con metodologie di produzione alternative. I dissipatori di calore pressofusi sono prodotti in forma quasi netta, richiedono poco o nessun assemblaggio o lavorazione aggiuntiva e possono variare in complessità. I dissipatori di calore pressofusi sono popolari inAutomobilisticoETelecomunicazioni 5Gmercati a causa delle loro particolari esigenze di forma e peso, nonché delle esigenze di produzione ad alto volume.
Processo di fusione del dissipatore di calore pressofuso
Di seguito sono riportati i passaggi tipici del processo di pressofusione di KINGRUN:
• Creare lo stampo/stampo
• Lubrificare lo stampo
• Riempire lo stampo con metallo fuso
• Espulsione dalla metà dello stampo di copertura
• Shakeout dalla metà dello stampo di espulsione
• Rifilatura e successiva molatura del materiale in eccesso
• Verniciare a polvere, verniciare o anodizzare il dissipatore di calore pressofuso
Data di pubblicazione: 15-06-2023




